TIG welding can be used on all weldable materials. The method is most often used for welding thin materials (normally between 0,3-3 mm).
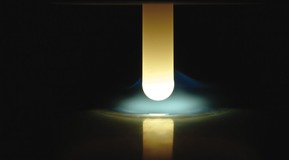
The heat source in TIG welding is an electrical arc that is generated between the work piece and the tungsten electrode. The pool and the electrode are protected by a shielding gas which flows from a gas cup in which the electrode is centrally placed.
The shielding gas protects the electrode, the weld pool and the heated material against the damaging effects of air. Shielding gases can also affect the properties of the arc (e.g. the energy) and the appearance of the weld, as well as productivity and working environment.
An inert gas such as argon, helium or a mixture of the two is most commonly used as shielding gas. Occasionally, hydrogen and/or nitrogen are added in low concentrations. The welder must also be protected against toxic gases and welding fume. MISON® shielding gases protect both the welder and the weld by reducing the emission of damaging ozone.
Typical TIG welding processes include pipe welding, pressure vessels and heat exchangers. As the method is well-suited for welding thin plates and small work pieces, it is also used in the electronics industry.
The TIG method is a quality method, creating little or no weld slag and no spatter. The method is particularly versatile, as it can be used to weld almost all types of materials. All welding positions can be used.



